Ngày đăng:25/02/2023 -Cập nhật lúc:
10:21 sáng ,02/04/2024
5/5 - (100 bình chọn)
5/5 - (100 bình chọn)
Hàn nhà tiền chế bằng phương pháp gì? – Đây là vấn đề mà rất nhiều khách hàng quan tâm, khi thi công nhà thép tiền chế. Các mối hàn nhà tiền chế có chắc chắn, thì mới đảm bảo độ liên kết, cũng như vững chắc cho cấu kiện và kết cấu khung thép. Trong bài viết hôm nay, hãy cùng Vật Tư Minh Anh tìm hiểu chi tiết về cách hàn nhà tiền chế đúng kỹ thuật và đạt chuẩn.
Khách hàng có nhu cầu tư vấn, tìm hiểu về cách hàn khung nhà tiền chế, vui lòng liên hệ theo:
Địa chỉ: 55 Đường 4, KĐT Vạn Phúc, P. Hiệp Bình Phước, TP. Thủ Đức, TP. Hồ Chí Minh
Hàn nhà tiền chế sử dụng phương pháp nào? – Trên thực tế, mối hàn nhà tiền chế dùng công nghệ hàn hồ quang và hàn hơi. Trong đó, hàn hơi được áp dụng khi khối lượng hàn nhỏ. Hàn hồ quang là phương pháp hàn được sử dụng phổ biến hơn, bởi tính tiện dụng và đảm bảo chất lượng của mối hàn. Trong đoạn viết dưới đây, Vật Tư Minh Anh sẽ giới thiệu đến bạn đọc 2 cách hàn kết cấu thép hiện đại nhất, đó là: Hàn hồ quang điện bằng tay và Hàn hồ quang điện tự động / bán tự động.
1. Hàn hồ quang điện bằng tay
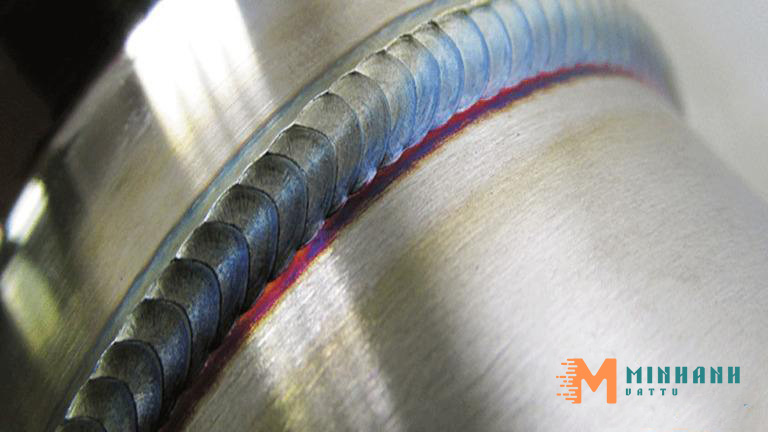
Hàn hồ quang điện bằng tay là phương pháp liên kết các cấu kiện của nhà thép tiền chế, dưới tác dụng của dòng điện. Phương pháp này thực hiện hoàn toàn thủ công bởi các thợ hàn kim loại. Khi hàn, ở giữa 2 cực của kim loại và que hàn sẽ xuất hiện hồ quang điện.
Hàn hồ quang điện bằng tay thực hiện thủ công, liên kết cấu kiện dưới tác dụng của dòng điện.
Nhiệt độ cao của ngọn lửa hồ quang điện (lên đến trên 2000 độ C) sẽ làm nóng chảy phần mép phôi kim loại, cũng như que hàn. Dưới tác dụng nhiệt, que hàn bị nóng chảy thành từng giọt. Lúc này, thợ hàn sẽ để các giọt kim loại nóng chảy rơi vào rãnh hàn, nhờ lực hút của điện trường. Khi 2 dòng kim loại lỏng hòa lẫn vào tạo nên sự liên kết, còn gọi là mối hàn. Mối hàn được để nguội trong môi trường tự nhiên và tạo thành đường hàn.
Bản chất của phương pháp hàn hồ quang điện bằng tay, là tạo ra sự nóng chảy của kim loại. Phân tử kim loại bị nóng chảy sẽ liên kết với nhau, tạo thành mối hàn cơ bản. Mối hàn kéo dài, tạo thành đường hàn, có tác dụng liên kết cấu kiện thép của nhà tiền chế. Những đường hàn hoàn thiện có khả năng chịu lực tác động tương đương chất liệu thép.
2. Hàn hồ quang điện tự động và bán tự động
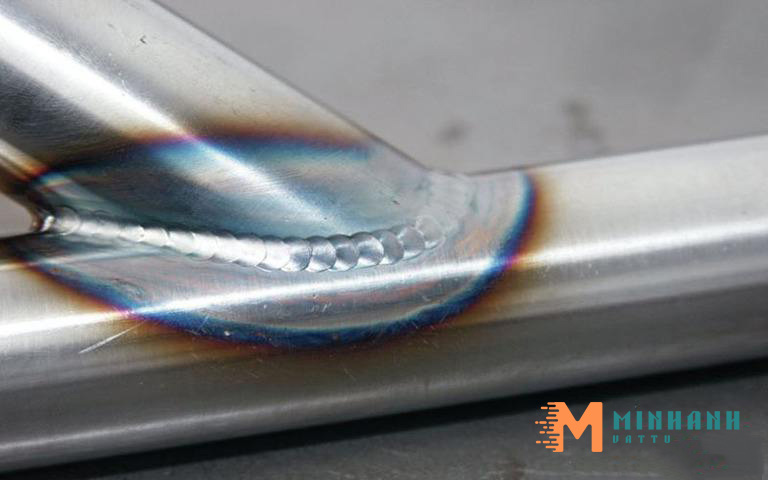
Khác với hàn hồ quang điện bằng tay, phương pháp hàn hồ quang điện tự động và bán tự động sử dụng hoàn toàn bằng máy móc chuyên dụng. Phương pháp này mang đến hiệu suất cao, đảm bảo chất lượng và độ liên kết của mối hàn.
Không những thế, công nghệ hàn hồ quang điện tự động / bán tự động trong kết cấu thép, còn giúp tiết kiệm tối đa điện năng. Cũng như tạo điều kiện lao động tốt nhất, mang đến sự an toàn cho công nhân khi vận hành thiết bị hàn.
Phương pháp hàn tự động mang đến hiệu suất cao, tiện ích, đảm bảo chất lượng và độ liên kết của mối hàn.
Về nguyên lý hoạt động, công nghệ hàn hồ quang điện tự động/ bán tự động tương tự như phương pháp hàn tay. Điểm khác biệt ở đây là thay vì dùng que hàn bọc thuốc (hàn tay), thì người ta sử dụng cuộn dây hàn trần.
Bên cạnh đó, với phương pháp hàn tay, thì thợ hàn sẽ tự thực hiện một cách hoàn toàn thủ công. Còn với công nghệ hàn tự động/ bán tự động sẽ được tiến hành bằng hệ thống máy móc tự động hóa, rất tiện lợi và nhanh chóng.
Khi tiến hành công nghệ hàn tự động – bán tự động, thuốc hàn sẽ được rải sẵn vào rãnh hàn một lớp dày. Đồng thời, dây hàn trần tự động nhả dần kim loại nóng chảy vào rãnh hàn. Tốc độ nhỏ giọt kim loại nóng chảy sẽ phụ thuộc vào di chuyển của máy hàn.
Phương pháp hàn tự động, bán tự động mang đến nhiều lợi ích như:
Cường độ dòng điện của phương pháp hàn tự động rất lớn, lên đến 600 – 1200 ampe. Điều này cho pháp đẩy nhanh tốc độ hàn, gấp 5 – 10 lần phương pháp hàn tay.
Rãnh hàn sâu và được rải sẵn một lớp dày thuốc hàn nên đảm bảo chất lượng. Đường hàn đều và đẹp, có khả năng chịu lực tốt như thép cơ bản.
Kim loại lỏng sau khi làm nóng chảy, sẽ được phủ một lớp dày thuốc hàn nên nguội nhanh. Tạo điều kiện cho bọt khí thoát ra tối đa, giúp đường hàn đặc và chắc chắn hơn.
Hồ quang cháy chìm được bao phủ bởi một lớp thuốc nên đảm bảo an toàn, không gây hại đến sức khỏe của thợ hàn.
Với phương pháp hàn bán tự động, người ta sẽ sử dụng cuộn dây hàn, để thay cho que hàn (hàn tay). Cuộn dây hàn có hình ống đặc trưng hoặc dạng dẹt. Lớp vỏ kim loại có chiều dày 0.2 – 0.5 mm. Thuốc hàn được nhồi bên trong cuộn dây, và phủ đều lên kim loại nóng chảy sau khi được đưa vào rãnh hàn. Phương pháp hàn bán tự động được sử dụng rộng rãi vì tính tiện lợi mà công nghệ này mang lại.
Tiêu chuẩn các mối hàn nhà tiền chế hiện nay
Tiêu chuẩn các mối hàn nhà tiền chế hiện nay gồm những quy định và yêu cầu nào? Hãy cùng Vật Tư Minh Anh tìm hiểu chi tiết:
1. Quy định chung
Những quy định chung khi hàn nhà tiền chế gồm có:
Cho phép đơn vị gia công cấu kiện sử dụng mọi phương pháp hàn: hàn hơi, hàn hồ quang điện (hàn tay, hàn tự động / bán tự động), hàn xì điện,… để hàn các bộ phận, kết cấu nhà tiền chế.
Tuân thủ các quy định trong tài liệu thiết kế về công nghệ hàn, phương pháp kiểm tra, chất lượng mối hàn,…
Thợ hàn có chứng chỉ chuyên môn cho phép sử dụng các thiết bị hàn áp lực, mới được phép hàn các bộ phận, kết cấu chịu áp lực.
Thợ hàn chỉ được phép thực hiện các phương pháp hàn được quy định trong giấy phép.
Sau khi đã kiểm tra cấu kiện và đảm bảo đáp ứng được các yêu cầu kỹ thuật, mới được tiến hành hàn các bộ phận chịu áp lực của các thiết bị áp lực.
Vật liệu que hàn đính và que hàn chính thức phải cùng chủng loại với phôi kim loại.
Vật liệu cuộn dây hàn của thiết bị hàn tự động phải cùng loại với phôi kim loại, để đảm bảo độ tương thích và khả năng liên kết.
2. Yêu cầu kỹ thuật
Trong quá trình hàn kết cấu nhà tiền chế, cần đáp ứng các yêu cầu kỹ thuật dưới đây:
a) Yêu cầu chung
Làm sạch phần phôi kim loại cần hàn và phần kim loại kế bên, cho đến khi thấy ánh kim.
Cần làm sạch 10mm chiều rộng tối thiểu cho mỗi mép hàn.
Nếu hàn nhiều lớp, cần tẩy sạch xỉ hàn của lớp trước, trước khi tiến hành hàn lớp sau.
Khi nhiệt độ môi trường xuống dưới 0 độ C, không nên hàn cấu kiện, bởi sẽ không đảm bảo được chất lượng mối hàn.
Khi nhiệt độ xuống thấp, không nên hàn chế tạo bất kỳ bộ phận nào, bất kể đó là loại thép gì, chiều dài bao nhiêu,….
Phân biệt công nghệ hàn tig và hàn Mig, trước khi tiến hành hàn các bộ phận của cấu kiện.
Cho phép sử dụng phương pháp hàn tay hoặc hàn tự động trên cùng một mối hàn.
Sau khi hàn tự động, có thể hàn đắp thêm bằng phương pháp hàn tay. Nếu mối hàn sau không chiếm quá 15% tiết diện ngang của tổng mối hàn, vẫn được xem là mối hàn tự động.
Ứng suất xuất hiện trong mối hàn không vượt quá trị số cho phép, theo quy định của công nghệ hàn hồ quang điện.
Lưu ý:
Hệ số độ bền của mối hàn hơi hoặc hàn điện được quy định trong tài liệu thiết kế. Tuy nhiên, phải đảm bảo hệ số độ bền không được lớn hơn các trị số dưới đây:
Phương pháp hàn hồ quang điện bằng tay:
Hệ số độ bền của mối hàn giáp mép một phía, không có miếng lót: 0.70
Hệ số độ bền của mối hàn giáp mép một phía, có miếng lót: 0.90
Hệ số độ bền của mối hàn giáp mép hai phía: 0.95
Phương pháp hàn hồ quang điện tự động:
Hệ số độ bền của mối hàn giáp mép một phía, không có miếng lót: 0.80
Hệ số độ bền của mối hàn giáp mép hai phía: 1.00
Tiến hành hàn nhà tiền chế cần áp dụng các quy định như: làm sạch kim loại, tẩy xỉ hàn,…
b) Các tiêu chuẩn của mối hàn
Bên cạnh đó, mối hàn nhà tiền chế cần đảm bảo các yếu tố sau đây:
Khi kiểm tra, đo đạc bên ngoài:
Kiểm tra vết nứt trên bề mặt phôi kim loại.
Kiểm tra nhiệt độ của phần kim loại nóng chảy.
Kiểm tra các phần bị bướu, lẹm, cháy, thủng,…. và các khuyết điểm khác.
Kiểm tra phần bị gãy góc, cong vênh, lệch mép,…
Đo đạc để đảm bảo không sai lệch kích thước, cũng như hình dạng mối hàn.
Khi kiểm tra kim tương:
Đảm bảo phần kim loại nóng chảy không bị nứt.
Các phần kim loại cơ bản chịu ảnh hưởng của nhiệt không bị nứt.
Giữa các lớp hàn với phần mép kim loại, không có mối hàn không ngấu.
Ở phần chân của mối hàn, không được hàn thiếu quá 15% chiều dài thành.
Không hàn dày quá 3mm, nếu chiều dày thành lớn hơn 20mm (đối với những bộ phận hàn một phía).
Đảm bảo hạn chế tối đa sự xuất hiện của lỗ xốp, bọt khí.
Tình trạng ngâm xỉ không nhiều quá 5 vết/cm2.
Kích thước mỗi khuyết điểm của hàn không vượt quá 1.5mm. Và tổng kích thước các khuyết điểm không lớn hơn 3mm.
Đảm bảo kim loại không có vết nứt, rạn, để tránh làm giảm tính dẻo và tính đàn hồi của vật liệu.
Khi thử thủy lực:
Đảm bảo trên mối hàn không xuất hiện các hiện tượng rạn nứt.
Đảm bảo mối hàn không có tình trạng rò rỉ nước.
Đảm bảo mối hàn không có hiện tượng biến dạng rõ rệt.
Độ kéo của mối hàn là kết quả trung bình cộng của các mẫu thử. Độ kéo không được thấp hơn độ bền tối thiểu chất liệu thép hoặc các loại vật liệu tương đương. Đồng thời, không một mẫu thử nào thấp hơn 10% độ bền tối thiểu.
Kết quả độ uốn của mối hàn không được thấp hơn trị số góc uốn do cơ quan thiết kế quy định. Dưới đây là bảng trị số góc uốn cơ bản:
Loại thép
Trị số góc uốn nhỏ nhất
< 20mm (Hàn điện, hàn tiếp xúc, hàn xỉ điện)
> 20mm (Hàn điện, hàn tiếp xúc, hàn xỉ điện)
< 12mm (Hàn hơi)
Thép cacbon
100
100
70
Hợp kim thép mangan và silic-mangan
80
60
50
Hợp kim thép crom-olipden và crom-molipden-vanadi
50
40
30
Thép hợp kim cao crom
50
40
30
Thép hợp kim cao crom-olipden
100
100
30
Bên cạnh đó, trị số dai va đập của mối hàn kim loại không được phép thấp hơn các chỉ số quy định trong bảng dưới đây:
Nhiệt độ thử (độ C)
Trị số độ dai va đập thấp nhất (Đ/v: Nm/cm2)
Tất cả thép (trừ thép ostenit)
Thép ostenit
20 độ C
49,05
68,67
Thấp hơn 0 độ C
19,62
29,43
Các tiêu chuẩn của mối hàn nhà tiền chế áp dụng khi kiểm tra bên ngoài, kiểm tra kim tương, thử thủy lực,…
c) Nhiệt luyện mối hàn
Với các chất liệu thép hợp kim có chiều dày lớn hơn 10mm, thì tiến hành nhiệt luyện mối hàn nhà tiền chế:
Hàn thép có hàm lượng carbon đến 0.27% và chiều dày > 35m
Hàn thép có hàm lượng carbon đến 0.27%, chiều dày được quy định theo yêu cầu của đơn vị thiết kế.
Phương pháp và chế độ nhiệt luyện được đơn vị thiết kế quy định để đảm bảo chất lượng của mối hàn. Bên cạnh đó, công nghệ nhiệt luyện mối hàn cho phép thực hiện trên từng mối hàn riêng biệt. Hoặc hàn chung với các bộ phận cùng chịu áp lực.
d) Kiểm tra chất lượng mối hàn
Kiểm tra chất lượng mối hàn quy định như sau:
Quy định chung:
Đơn vị chịu trách nhiệm chế tạo, lắp đặt, sửa chữa,… phải kiểm tra chất lượng của mối hàn ở các bộ phận chịu áp lực.
Quy trình kiểm tra chất lượng mối hàn cần áp dụng một hoặc toàn bộ các phương pháp sau đây: kiểm tra bên ngoài tất cả các mối hàn, dò khuyết tật, thử cơ tính,…
Theo đó, Kiểm tra bên ngoài sẽ áp dụng cho tất cả mối hàn.
Dò khuyết tật của mối hàn bằng phương pháp siêu âm. Hoặc áp dụng phương pháp chụp tia xuyên qua mối hàn.
Tiến hành thử cơ tính và kim tương của mối hàn nhà tiền chế.
Thử thủy lực, phương pháp này có thể áp dụng cho toàn bộ mối hàn.
Có thể kiểm tra mối hàn bằng các phương pháp khác, nếu yêu cầu kỹ thuật chế tạo sản phẩm cho phép.
Kiểm tra bên ngoài:
Việc kiểm tra, đo đạc bên ngoài được thực hiện trên toàn bộ chiều dài của mối hàn.
Trong trường hợp không thể đo đạc, kiểm tra mặt trong của mối hàn, cho phép chỉ kiểm tra mặt ngoài.
Khi kiểm tra bên ngoài, cần làm sạch bề mặt mối hàn, cũng như phần kim loại kế bên, ở cả 2 phía.
Bề rộng tối thiểu cần làm sạch phần kim loại là 20mm.
Thử cơ tính:
Thử cơ tính là phương pháp kiểm tra độ bền và độ dẻo của mối hàn kim loại.
Các dạng thử cơ tính gồm có: Thử kéo, Thử uốn, Thử độ dai va đập.
Tùy vào yêu cầu chế tạo và vận hành của sản phẩm hàn, có thể bổ sung các dạng thử cơ tính bằng phương pháp: thử độ cứng, độ cắt va dập.
Phương pháp thử kéo áp dụng tiêu chuẩn Việt Nam TCVN 5403-1991.
Phương pháp thử kéo không bắt buộc với những mối hàn ngang, đã được kiểm tra dò khuyết tật bằng 100% công nghệ siêu âm.
Phương pháp thử uốn, hay còn gọi là thử nén bẹp, phải được áp dụng theo tiêu chuẩn Việt Nam TCVN 5401- 1991.
Cho phép thay thế phương pháp thử uốn với những ống có đường kính dưới 100mm, độ chiều dày thành ống nhỏ hơn 12mm.
Phương pháp thử độ dai va đập áp dụng theo tiêu chuẩn Việt Nam TCVN 5402-1991.
Kích thước của mẫu thử áp dụng theo tiêu chuẩn Việt Nam TCVN 5400-1991.
Tỷ lệ số lượng mối hàn cần kiểm tra trên tổng thể mối hàn như sau: 1% đối với thép carbon hoặc thép hợp kim. 2% đối với thép hợp kim ostenit.
Kích thước của ống thép, tấm thép cần kiểm tra, phải đảm bảo cắt đủ mẫu cần dùng cho phép thử cơ tính.
Để thử cơ tính của mối hàn, phải đảm bảo có đủ các mẫu thử sau đây: 2 mẫu thử kéo, 2 mẫu thử uốn và 3 mẫu thử độ dai va đập.
Mối hàn sản phẩm, cũng như mối hàn tấm và mối hàn ống cần được kiểm tra trong điều kiện như nhau.
Mối hàn không đạt yêu cầu nếu chỉ số độ bền và góc uốn của một mẫu thử bất kỳ thấp hơn 10%.
Nếu kết quả thử cơ tính không đạt yêu cầu, cần tiến hành thử lần 2 trong điều kiện tương tự. Đồng thời, tăng gấp đôi lượng mẫu thử cắt ra từ một tấm (ống) thép.
Mẫu hàn bị loại bỏ nếu nếu kết quả của mẫu thử cơ tính lần 2 không đạt yêu cầu theo quy định.
Thử cơ tính để kiểm tra độ bền và độ dẻo của mối hàn kim loại.
e) Tiêu chuẩn mối hàn và phương pháp thử mối hàn
Thử mối hàn bằng phương pháp siêu âm hoặc chiếu tia Gamma, Rơnghen xuyên qua, để Minh hiện các khuyết tật, mà mắt thường không thể nhìn thấy. Quy trình dò khuyết tật của mối hàn áp dụng theo tiêu chuẩn Việt Nam TCVN 1548- 1987. Đồng thời, trong quá trình kiểm tra, không được phá hủy mối hàn.
Phương pháp siêu âm và chiếu tia xuyên qua:
Phương pháp dò khuyết tật cho mối hàn được thực hiện theo các quy định có trong tiêu chuẩn Việt Nam TCVN 4395-1 986.
Kiểm tra mối hàn bằng tia rơnghen và gamma xuyên qua kim loại, để Minh hiện các khuyết tật trên mối hàn.
Trong quá trình kiểm tra, không làm hư hại hoặc phá hủy mối hàn.
Cho phép giảm khối lượng kiểm tra mẫu hàn khi có sự cho phép của thanh tra.
Khối lượng mối hàn cần kiểm tra bằng phương pháp siêu âm và chiếu tia xuyên qua, cần đáp ứng đầy đủ theo yêu cầu.
Kết quả kiểm tra dò khuyết tật của mối hàn bằng phương pháp siêu âm, được đánh giá dựa trên tiêu chuẩn Việt Nam TCVN 1548-1987.
Kết quả kiểm tra dò khuyết tật của mối hàn bằng phương pháp chiếu tia xuyên qua, được đánh giá dựa trên tiêu chuẩn Việt Nam TCVN 4395-1 986.
Cho phép thay thế phương pháp kiểm tra siêu âm và chiếu tia xuyên qua bằng các phương pháp khác (khảo sát kim tương). Tuy nhiên, cần đảm bảo không phá hủy mối hàn, cũng như được sự cho phép của thanh tra.
Khảo sát kim tương:
Phương pháp khảo sát kim tương áp dụng cho trường hợp mối hàn có nhiệt độ làm việc trên 4500 độ C và áp suất trên 40at.
Mối hàn và các bộ phận chịu áp lực có nhiệt độ làm việc bất kỳ và áp suất lớn hơn 50at.
Mối hàn các ống cụt có áp suất lớn hơn 40at, không áp dụng với phương áp dò siêu âm, hoặc chiếu tia Gamma, Rơnghen xuyên qua kim loại.
Số lượng mẫu thử cho phương pháp khảo sát kim tương quy định như sau: tối thiểu 1 mẫu thử đối với thép carbon, 2 mẫu thử đối với thép hợp kim.
Quy định về kích thước và hình dạng mẫu thử pháp thực hiện theo các quy định hiện hành.
Nếu kết quả khảo sát kim tương không đạt yêu cầu, cần tiền hành kiểm tra lần 2, trên mẫu thử tương tự.
Loại bỏ mối hàn nếu kết quả khảo sát kim tương không đạt yêu cầu.
Nếu mối hàn thông qua kiểm tra siêu âm và chiếu tia xuyên qua, nhưng không đạt yêu cầu ở khâu khảo sát kim tương, thì cần tiến hành kiểm tra lại toàn bộ mối hàn.
Quá trình kiểm tra lại 100% mối hàn được thực hiện bằng những phương pháp không phá hủy sản phẩm.
Khảo sát kim tương sử dụng 1 mẫu thử thép carbon và 2 mẫu thử thép hợp kim.
Đơn vị thi công nhà tiền chế chuyên nghiệp
Vật Tư Minh Anh là đơn vị thi công nhà tiền uy tín và chuyên nghiệp. Là nhà thầu trọn gói, chúng tôi cung cấp đầy đủ dịch vụ theo yêu cầu của khách hàng như: hàn nhà tiền chế, thiết kế, gia công cấu kiện, cung ứng vật tư,… Đến với đơn vị của chúng tôi, quý khách còn được:
Cung cấp dịch vụ thi công nhà tiền chế trọn gói, không phát sinh chi phí, rất tiện lợi với khách hàng.
Tư vấn kỹ lưỡng về dịch vụ thiết kế nhà tiền chế, thủ tục pháp lý, xin cấp phép xây dựng,…
Cung ứng vật tư xây dựng chính hàng, có khả năng đáp ứng số lượng lớn vật liệu theo yêu cầu của khách hàng.
Cam kết thi công đúng kỹ thuật và kịp tiến độ bàn giao công trình theo hợp đồng.
Đội ngũ nhân công và kỹ sư xây dựng rất chuyên nghiệp. Đảm bảo khả năng thi công nhà tiền chế nhanh chóng và đạt chuẩn.
Hỗ trợ bảo hành, kiểm tra và sửa chữa công trình khi phát sinh hư hỏng, lỗi kỹ thuật.
Báo giá dịch vụ thi công nhà tiền chế rất nhanh chóng và cạnh tranh, giúp nhà đầu tư tiết kiệm chi phí.
Trên đây là những thông tin chi tiết về cách hàn nhà tiền chế và các tiêu chuẩn trong phương pháp hàn. Khách hàng có nhu cầu tư vấn chi tiết về mối hàn nhà tiền chế, vui lòng liên hệ với Vật Tư Minh Anh để nhận được sự hỗ trợ nhanh nhất.
Minh Nguyễn hiện là Co Founder của Vật Tư Minh Anh. Đã có nhiều năm kinh nghiệm trong lĩnh vực vật tư quảng cáo chuyên về : tấm poly, tấm mica, tấm alu, tấm cemboard, tấm nhựa ốp tường, tấm inox, tấm foam, tấm nhôm, tấm ốp tường, tấm xốp dán tường, tấm nhựa (PVC), làm mái che, thi công mái tôn, mái che lấy sáng, tấm cách nhiệt, tấm panel, tấm lợp nhựa…. Minh Nguyễn hiện đang quản lý cho website vattuminhanh.vn và thực hiện tư vấn cũng như viết các nội dung chuyên ngành cho website vattuminhanh.vn .
Nhà thép tiền chế 3 tầng có tính ứng dụng linh hoạt trong nhiều lĩnh vực đời sống như: làm quán cafe, nhà ở dân dụng, phòng trọ, homestay,... Hiện Vật Tư Minh Anh nhận thi công nhà khung...
Nhà thép tiền chế cấp 4 hiện nay đang rất được ưa chuộng nhờ chi phí rẻ, tiện lợi, thời gian thi công nhanh chóng. Công ty Vật Tư Minh Anh là đơn vị thi công nhà thép tiền...
Nhà thép tiền chế 1 tầng là loại hình xây dựng được nhiều chủ đầu tư lựa chọn bởi thiết kế tiện lợi, dễ dàng mở rộng diện tích khi cần thiết. Hiện, Vật Tư Minh Anh đang nhận...
Xây nhà thép tiền chế 2 tầng đang dần trở thành xu hướng được nhiều người lựa chọn. Loại nhà này thi công nhanh, đảm bảo yếu tố thẩm mỹ và độ bền mà giá thành lại rẻ. Dưới...